













Telp :
+86-15905996312Surel :
machine@hongancn.com
Telp :
+86-15905996312Surel :
machine@hongancn.com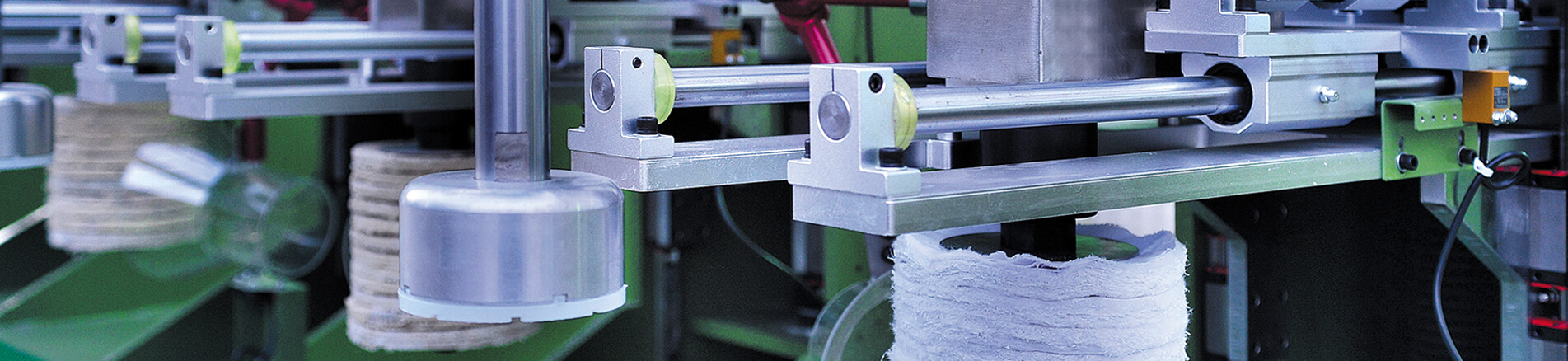

Bagian terpenting dari mesin preheater adalah tube. Sebelum pengiriman, tabung dan mesin akan dikemas dengan hati-hati secara terpisah. Untuk keamanan barang, mesin Shunhao menggunakan kemasan bersegel kotak kayu, 100% perlindungan mesin dari kelembaban dan benturan. Setelah pelanggan menerima mesin, pekerja insinyur profesional kami akan membantu memasang kembali tabung. Mari kita lihat videonya terlebih dahulu untuk mendapatkan gambaran umum. Langkah Instalasi: 1. Keluarkan gelasnya dan pasang kembali tabung Canon dengan hati-hati. 2. Hubungkan kabel atau gulungan lain dengan tempat yang benar dengan erat. Catatan utama: Toshiba Japan Tube telah berganti nama pada tanggal 1 November 2018, sekarang nama barunya adalah Canon Tube . Ini adalah bagian kunci jantung dari mesin preheater. Mesin preheater banyak digunakan untuk proses preheating senyawa cetakan melamin. Parameter Mesin: TIDAK Isi. HGY-520 HGY-720 HGY-1020 1 Keluaran 5KW 7KW 10KW 2 Sumber daya 3Φ 220V _ 380V 415V 3Φ 220V _ 380V 415V 3Φ 220V _ 380V 415V 3 Input daya 11KVA 13KVA 20KVA 4 Frekuensi Osilasi 62MHZ 62MHZ 27MHZ 5 Tabung Vakum 7T699RB E3069RB 8T85RB 6 Pengalihan Tegangan 3 tahap 3 tahap 3 tahap 7 Waktu 999.9S 8 Daya Pemanasan Awal 110 ℃ Dalam 60 detik 9 Resin Fenolik 1200gr 1500gr 6500gr 10 Senyawa Moulding Melamin 1000gr 1200gr 6000gr 11 Senyawa Pencetak Urea 1000gr 1500gr 6000gr 12 Ukuran Elektroda 310×360m/m 340×380m/m 450×560m/m 13 Spasi Elektroda 30-70 m/m 30-70 m/m 35-60 m/m 14 Dimensi Mesin (LWH) 850×600×1520 850×600×1520 1150×820×1720 15 Berat Mesin 260kg 320kg 600kg Mesin preheater memiliki model yang berbeda: 3KW sangat kecil, hanya sedikit yang digunakan dalam industri melamin 5KW digunakan secara normal, untuk bekerja dengan mesin 150 ton-250 ton, kapasitas bubuk hingga 1000 gram 7KW mirip dengan model 5KW, namun kapasitasnya lebih besar, kapasitas bubuk hingga 1200gram. 10KW digunakan untuk tekanan besar mesin cetak melamin , dari 300 ton -800 ton, kapasitas bubuk hingga 6000 gram Untuk mesin cetak penutup kursi toilet urea , mesin pemanasan awal 10 KW direkomendasikan

Mesin pemanasan awal frekuensi tinggi terutama digunakan untuk pemanasan awal bahan termoseting seperti melamin, plastik urea, resin epoksi, fenolik, melamin, dll. Sebelum dicetak. Keuntungan Preheating: Dapat meningkatkan fluiditas bahan, mengurangi bahan berbahaya, dan meningkatkan kilap permukaan produk. Aplikasi: peralatan dapur, peralatan makan, komponen elektronik, sirkuit terpadu, peralatan listrik, dan industri lainnya. Pabrik Shunhao memiliki pengalaman bertahun-tahun dalam produksi mesin pemanasan awal frekuensi tinggi . Selama proses produksi, kami terus meningkatkan kinerja alat berat yang sangat meningkatkan kemampuan perlindungan diri alat berat dalam proses penggunaan, dan menjadikan pengoperasian dan perawatan lebih nyaman dan aman bagi operator! 1. Proteksi Arus Lebih Ketika mesin sedang digunakan, jika arus terlalu besar karena kelebihan beban atau percikan api, perangkat proteksi arus berlebih dari mesin akan secara otomatis memutus catu daya tegangan tinggi dan membuka penutup atas untuk melindungi tabung berosilasi dari dampak arus tinggi. Perpanjang masa pakai tabung berosilasi! 2. Perlindungan Kipas Karena debu besar di lingkungan kerja dari preheater frekuensi tinggi , peniup yang mendinginkan tabung elektron rentan terhadap akumulasi debu, mengakibatkan volume udara pendingin terlalu kecil! Ketika ada terlalu banyak debu pada turbin peniup atau filter debu dan volume udara pendingin dari tabung berosilasi tidak cukup, perangkat pelindung kipas khusus akan secara otomatis memutus daya seluruh mesin untuk melindungi tabung berosilasi, dan debu harus dibersihkan untuk bekerja secara normal! 3. Filter Debu: Mudah Dibongkar dan Dipasang Filter debu mesin pemanas awal Shunhao mudah dibongkar dan dipasang dengan mudah tanpa alat apa pun yang membuat pembersihan debu bekerja lebih mudah dan nyaman! 4. Perangkat Penyaringan Khusus Beberapa pelanggan memiliki umpan balik bahwa ketika beberapa mesin pemanasan awal frekuensi tinggi adalah bahan pemanasan awal, frekuensi tinggi akan mengganggu operasi normal termostat mesin hidrolik, menyebabkan suhu cetakan sangat berbeda dari suhu yang disetel. Mesin preheat frekuensi tinggi Shunhao secara khusus dilengkapi dengan perangkat filter untuk membuat termostat mesin press hidrolik bekerja lebih stabil tanpa gangguan. 5. Perlindungan Keamanan Saat mendesain alat berat, kami telah sepenuhnya mempertimbangkan keselamatan pribadi operator. Performa keselamatan mesin ini sangat baik. Operator tidak perlu khawatir penutup atas alat berat meremukkan tangan mereka selama pengoperasian. Setelah menyalakan mesin, ketika penutup atas menyentuh penghalang, perangkat pelindung mesin ini akan otomatis menyala, biarkan penutup atas naik secara otomatis ke posisi semula, maka pekerja akan 100% aman! 6. Dua warna Waktu dapat dialihkan sesuka hati Mesin ini dapat menyediakan berbagai pengaturan waktu pemanasan awal. Setelah mengatur waktu, pengguna dapat dengan mudah mendapatkan waktu pemanasan awal yang b...
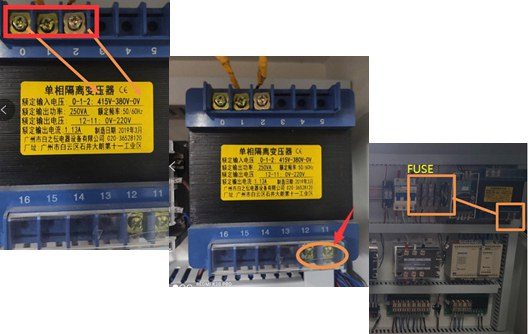
Biasanya, dalam kondisi operasi normal, trafo mesin press peralatan makan melamin tidak mudah terbakar. Hari ini, Pabrik SHUNHAO berbagi pengalaman kerja berikut untuk membantu para insinyur pabrik memperbaiki transformator mesin peralatan makan melamin dengan lebih baik. Jika transformator mesin melamin hidrolik tidak berfungsi dengan baik, periksa status transformator sesuai dengan langkah-langkah berikut: 1. Periksa apakah ketiga titik sambungan di sisi kiri atas trafo sudah tersambung dengan benar sesuai petunjuk yang benar. Misalnya, tegangan 380V perlu menghubungkan 1 dan 2 Tegangan 415V perlu menghubungkan 0 dan 2 2.Jika titik penyambungan sudah benar tetapi mesin tetap tidak bisa berjalan, periksa apakah titik input transformator memiliki tegangan 380V atau 415V (Gambar 1). Jika tidak ada output tegangan, berarti ada masalah dengan daya utama, silakan datang untuk memeriksa daya utama pabrik Anda. Gambar 1 3.Jika trafo memiliki input tegangan 380V atau 415V, maka periksa apakah titik output trafo memiliki tegangan 220V (Gambar 2). Jika ada input tegangan 380V atau 415V tetapi tidak ada output 220V, berarti trafo telah terbakar dan trafo baru perlu diganti. Gambar 2 4. Jika ada output 220V, periksa terus apakah sekring yang terhubung ke titik output putus (Gambar 3). Jika sekring putus, ganti dengan yang baru. Jika sekring tidak putus, berarti trafo ini berfungsi normal, lanjutkan untuk memecahkan masalah lain pada mesin. Gambar3 Pabrik Mesin SHUNHAO tidak hanya menyediakan mesin tembikar melamin dengan kualitas yang berkualitas dan teknologi yang diperbarui tetapi juga memiliki pengalaman servis mekanik selama bertahun-tahun, yang dapat memberi Anda jaminan perawatan lanjutan dari mesin tersebut.

Hari ini Shunhao akan berbagi dengan Anda aturan operasi untuk memastikan pengoperasian mesin press hidrolik yang aman oleh operator pabrik. Prosedur Operasi yang Aman 1. Operator harus memahami kinerja dan struktur mesin press hidrolik, dan disertifikasi untuk pengoperasian setelah pelatihan. 2. Selama pengoperasian mesin, badan operator tidak diperbolehkan memasuki ruang kerja dari balok yang dapat digerakkan, dan menggunakan alat untuk memuat dan membongkar bagian yang bekerja. 3. Operator harus memakai alat pelindung diri sebelum menyalakan mesin. 4. Lakukan pemeriksaan pra-kerja dan periksa apakah berbagai fungsi mesin press hidrolik normal. Jika ada masalah, harus ditangani segera sebelum mulai bekerja: Periksa apakah ada kebocoran oli di berbagai pipa oli, katup oli manifold, silinder oli, dll.; Periksa apakah balok bergerak jelas meluncur ke bawah dan apakah posisi bertahan sudah benar; Periksa apakah sakelar fotolistrik dan sakelar penghenti darurat bekerja secara fleksibel; Periksa apakah ada suara bising dari mesin press hidrolik; Periksa apakah tangki oli menunjukkan oli hidrolik yang cukup; Periksa apakah piston silinder oli kendor dan apakah permukaannya dilumasi oli. 5. Jika dua orang atau lebih diperlukan untuk bekerja sama untuk beroperasi, sakelar operasi depan dan belakang harus dihidupkan dan sakelar operasi dua tangan yang sesuai dan sakelar berhenti darurat harus disediakan. 6. Dilarang keras bekerja di luar langkah maksimum dari balok yang dapat digerakkan (yaitu, tidak kurang dari ketinggian tertutup minimum dari mesin press hidrolik). 7. Saat bekerja dengan beban penuh, eksentrisitas maksimum yang diijinkan dari beban terkonsentrasi adalah 50MM, dan tidak boleh kelebihan beban atau digunakan melebihi eksentrisitas maksimum. 8. Hentikan mesin press hidrolik otomatis saat memeriksa cetakan dan gunakan balok kayu untuk menopang balok yang dapat digerakkan. 9. Semua katup pengatur tekanan dan sakelar perjalanan harus disetel dengan alat dan personel khusus. 10. Sistem pendingin harus dihidupkan sebelum memulai untuk memastikan suhu oli tidak melebihi 60 derajat. 11. Selama bekerja, perhatikan baik-baik apakah mesin hidrolik tidak normal. Pastikan mesin tidak bekerja saat tidak normal. 12. Cetakan melamin harus ditutup sebelum menghentikan mesin, kemudian hentikan pompa oli dan matikan daya. 13. Setelah menyelesaikan pekerjaan, bersihkan alat mesin, bersihkan area kerja, dan isi "Equipment Daily Maintenance Card"

Membuat cetakan dari China, ada keuntungan sampai sekarang: 1. Teknologi pembuatan cetakan dapat diterima, dan bahkan cukup akurat atau presisi. Untuk mengetahui ada banyak pabrik peralatan makan besar yang beroperasi di China dan memasok ke negara-negara Eropa atau negara-negara Amerika. Apakah mereka membuat cetakan dari Jerman atau negara lain? Tidak, hanya di Cina. 2. Anda tahu betul, cetakan dari Jerman atau Jepang atau Cina Taiwan kualitasnya sangat bagus, tetapi juga biayanya tinggi, tidak dapat menutupi persaingan sama sekali. Pembuatan cetakan dari Cina, masih dapat menguntungkan pabrik peralatan makan dan juga meningkatkan persaingan mereka, karena biayanya yang lebih murah daripada yang lain. Sekarang bagikan ide tentang cara memilih bahan baja cetakan untuk peralatan makan melamin atau peralatan makan urea: Baja yang biasanya digunakan untuk cetakan kompresi di Cina: Baja 718 # / baja P20 # / baja P45 # dan baja NAK80 # (baja impor) Untuk membuat alat makan Urea: alat makan urea harganya murah, pabrik perlu menghemat biaya dari bedak/cetakannya, bahkan mesinnya juga model manual (Di China, pabrik alat makan urea hanya menjalankan mesin cetak otomatis). Jadi, P20# (buatan China) populer digunakan dalam produksi peralatan makan urea. Tetapi kerugiannya adalah: pembuatan cetakan seperti itu dari P20 # tidak bisa terlalu mengkilap. Dan kualitas baja tidak 100% sempurna, terkadang lubang kecil berasal dari pabrik baja, yang mungkin keluar setelah beberapa hari atau beberapa bulan hanya untuk masalah baja tersebut. Pekerja pabrik cetakan Shunhao mengubah baja cetakan tersebut dan membuat yang baru untuk klien ketika lubang seperti itu keluar di pabrik cetakan. Untuk memeriksa dari biaya, cetakan peralatan makan urea dapat memilih baja P20 # . Untuk membuat peralatan makan Melamin: Bubuk melamin lebih sulit daripada senyawa cetakan Urea, yang membutuhkan baja keras untuk cetakan. Baja 718 # adalah yang paling populer di pabrik peralatan makan melamin. Biaya baja 718 # Cina lebih rendah dari Jerman P20 # (buatan Jerman, P20 # Jerman harus membayar untuk tugasnya yang tinggi), tetapi kekerasannya dapat menahan kompresi senyawa cetakan melamin. Pembuatan peralatan makan dari cetakan baja 718 # mengkilap dan cerah. Bahkan baja 718# harganya lebih mahal daripada baja P20# (Cina), tetapi bagus untuk peralatan makan melamin dan meningkatkan persaingan kualitasnya. Penggunaan baja P45# berbeda: A. Cetakan 2 piring B. item pengujian untuk pabrik peralatan makan C. barang yang dipesan dalam waktu singkat atau hanya sekali pesan Pabrik cetakan Shunhao telah melayani lebih dari 100 pabrik peralatan makan sampai sekarang, masuk dan keluar China, dan masih terus bekerja dengan mereka. Pabrik cetakan Shunhao mendesain item baru untuk mereka, menemukan masalah untuk mereka, atau meningkatkan produksi untuk mereka. Selamat datang siapa pun dari pabrik peralatan makan melamin untuk berdiskusi dengan saya (+86 15905996312), terima kasih!

Tampilan peralatan makan melamin yang cantik diuntungkan dengan penggunaan kertas decal. Pertama, kertas decal akan dicelupkan ke dalam air bubuk kaca dan dikeringkan. Setelah pengepresan pertama, kertas decal dan bedak glazur akan digunakan untuk pengepresan kedua. Akhirnya peralatan makan melamin bermotif selesai. Kertas stiker yang digunakan dalam peralatan makan melamin harus dikeringkan dua kali: Pengeringan pertama: keringkan tinta pada kertas setelah pola dicetak Pengeringan ke-2: keringkan kertas stiker di oven pengering setelah disikat dengan air bubuk kaca. (Ini dapat dikeringkan secara alami, Anda dapat menggunakan oven lama, atau Anda dapat menggunakan garis pengeringan kertas decal otomatis . 1. Jika pabrik memiliki ruang yang cukup dan suhunya cukup tinggi, kita dapat melakukan pengeringan alami. Kertas stiker yang disikat dengan air bubuk kaca melamin akan dipotong dan kemudian digantung di tali. Namun, pengeringan alami membutuhkan banyak ruang, dan harus mencegah debu menempel pada kertas stiker basah, yang membutuhkan waktu lama; 2. Jika permintaan kertas decal di pabrik tidak banyak dan ruangannya tidak cukup luas, kita bisa menggunakan oven lama dengan dua pintu. Lebih mudah bagi pekerja untuk mengontrol suhu pengeringan kertas. 3. Jika permintaan kertas decal besar, kita bisa menggunakan jalur pengeringan otomatis . Ini menghemat tenaga dan waktu dengan efisiensi tinggi. Selain kualitas kertas dan kualitas pengeringan, kertas decal yang digunakan pada peralatan makan melamin juga memiliki persyaratan operasional untuk digunakan pada mesin cetak. Kiat panduan teknis: 1. Untuk membuat stiker berkualitas baik, harus dipasang sesegera mungkin sebelum gelembung muncul di permukaan produk. Jika cetakan dibuka terlalu dini, produk mudah menempel pada cetakan bagian atas; Jika cetakan dibuka terlambat, stiker dan produk memiliki daya rekat yang buruk dan rentan terhadap cacat. 2. Penyebab retak stiker pada produk adalah karena kecepatan penutupan cetakan terlalu cepat atau permukaan peralatan makan sudah retak. Jika Anda memiliki pertanyaan untuk tip di atas, silakan periksa artikel terkait lainnya di situs web Mesin dan Cetakan Shunhao , atau hubungi kami +86 15905996312

Produksi peralatan makan melamin yang berkualitas tidak hanya membutuhkan bahan baku berkualitas tinggi, mesin pembuat tembikar melamin yang berkualitas , tetapi juga beberapa dukungan teknis untuk operasi produksi. Lebih mudah bagi manajer produksi berpengalaman untuk mendapatkan peralatan makan melamin berkualitas tinggi. Pabrik Shunhao memberikan panduan profesional untuk produsen peralatan makan dengan menganalisis penyebab produk melamin yang rusak. Gelembung Udara: waktu curing singkat, knalpot tidak mencukupi, cetakan terlalu panas, pemanasan tidak merata, tekanan tidak mencukupi, suhu pemanasan awal bahan baku tinggi (mesin diperlukan: preheater melamin); Retak Permukaan: tekanan tidak mencukupi, fluiditas bahan baku yang buruk, penutupan cetakan terlalu lambat, dispersi bahan baku, bahan baku tidak mencukupi; Lubang Di Dalam: knalpot tidak mencukupi, penutupan cetakan terlalu cepat, waktu pengeringan singkat; Kerutan Kecil: cetakan terlalu cepat menutup di bawah tekanan tinggi, kelembaban tinggi dari bahan mentah; Menempel pada Cetakan: pengawetan yang tidak mencukupi, suhu cetakan yang rendah, dan permukaan cetakan yang tidak rata; Lembut: waktu pengawetan terlalu singkat dan kelembaban bahan baku yang tinggi; Noda: kandungan volatil tinggi dalam bahan mentah, penutupan cetakan terlalu cepat, knalpot tidak mencukupi, suhu cetakan terlalu tinggi; Perpecahan: waktu pengawetan terlalu lama, suhu cetakan tinggi; Perubahan warna: pemanasan tidak merata, suhu cetakan tinggi, kualitas bahan baku buruk, waktu pengerasan singkat.

Mesin press oli hidrolik menggunakan oli hidrolik khusus sebagai media kerja dan pompa hidrolik sebagai sumber tenaga. Itu tergantung pada kekuatan pompa oli untuk membuat oli hidrolik masuk ke silinder dan piston melalui saluran hidrolik. Ada beberapa set segel yang saling serasi di dalam silinder oli dan piston. Segel di berbagai posisi berbeda, tetapi semuanya berfungsi sebagai penyegel, untuk mencegah kebocoran oli. Terakhir, oli hidrolik disirkulasikan di dalam tangki oli melalui Check-valve, untuk membuat silinder dan piston bekerja dengan baik, sehingga dapat menyelesaikan tindakan mekanis tertentu sebagai semacam mesin untuk produktivitas. Apa alasan mengapa tekanan suplai oli pada mesin press hidrolik terlalu rendah? Ketika throttle mesin terbuka penuh, tekanan oli masuk dari konverter torsi lebih rendah dari standar, yang disebabkan oleh alasan berikut : • Pasokan minyak rendah; • Kebocoran atau penyumbatan pipa minyak; • Kelebihan aliran oli ke transmisi; • Saluran masuk oli atau blok filter oli; • Kerusakan pompa hidrolik; • Pemasangan jaringan hisap minyak yang tidak tepat; • Gelembung minyak; •Oil-in & Oil-out valve tidak dapat ditutup / kekakuan pegas berkurang. ►Sekarang Bagaimana memecahkan pertanyaan yang disebutkan di atas: • Jika tekanan suplai oli mesin press hidrolik terlalu rendah, periksa level oli terlebih dahulu; • Jika level oli lebih rendah dari skala minimum, isi ulang oli; • Jika level oli normal, periksa kebocoran pada pipa saluran masuk dan saluran keluar. Perbaiki masalah kebocoran oli; • Jika pipa inlet dan outlet tersekat dengan baik, periksa oil-in valve dan oil-out valve; • Jika katup masuk oli dan katup keluar oli tidak dapat ditutup, lepaskan dan periksa apakah ada retakan atau bekas luka pada bagian sambungan, apakah lubang oli tersumbat, apakah pegas cukup kaku, dan selesaikan masalah tepat waktu •Jika katup tekanan normal, lepas pipa oli atau filter untuk memeriksa; •Jika tersumbat, harus dibersihkan dan dibuang endapannya; •jika pipa oli tidak tersumbat, pompa hidrolik harus diperiksa, dan ganti pompa hidrolik jika perlu; •Jika oli hidrolik menggelembung, periksa pemasangan pipa Pengembalian Oli; •Jika level oli pipa pengembalian oli lebih rendah dari tangki oli, sebaiknya periksa kembali dan pasang pipa pengembalian oli. Bagaimana Mengatasi Kekurangan Tekanan Saat Mesin Press Hidrolik Bekerja? 1. Periksa tekanan katup pelepas. •Jika tekanan tidak cukup, sesuaikan tekanan. •Jika tidak berfungsi setelah penyetelan, gantilah dengan katup pelepas yang baru. •Jika masalah berlanjut, ganti pompa pendorong. 2. Tekanan normal; periksa katup arah elektromagnetik atau katup pelepas tekanan. 3. Pertimbangkan apakah katup pengisian bocor. 4. Pertimbangkan apakah silinder mengalami kebocoran. Shunhao Machines telah berfokus pada pembuatan mesin hidrolik selama 18 tahun dan berkomitmen untuk menjadiMerek Teratasmesin peralatan makan mel amine di China, menyediakan berbagai mesin hidrolik berkualitas tinggi untuk ...

No.173, Jitai Rd., Qingmeng Ind Zone, Quanzhou City, Fujian, China

Surel : machine@hongancn.com
Model mesin yang berbeda tersedia dan permukaan atau tekstur cetakan yang berbeda dapat dibuat dari Pabrik Shunhao. Pengalaman lebih dari 20 tahun akan mengurangi biaya kesalahan saat Anda menjalankan pabrik perangkat makan Anda.





hak cipta © 2026 Quanzhou Shunhao Melamine Moulds Co.,Ltd. Seluruh hak cipta.
Blog jaringan ipv6 didukung
jaringan ipv6 didukung












